
Temat Listeria monocytogenes znany jest nie od dziś i wydawać by się mogło, że wiemy już o tym patogenie wszystko, a ilość dostępnych narzędzi diagnostycznych na rynku skutecznie pozwoli kontrolować go w środowisku produkcyjnym. Mimo jednak podjętych działań, od kilku lat obserwowany jest wyraźny wzrost ciężkich zakażeń, w tym również przypadków śmiertelnych. Zgodnie z raportami zoonotycznymi Europejskiego Urzędu ds. Bezpieczeństwa Żywności (EFSA), jedynie w 2022 ilość zgłoszonych przypadków listeriozy była o prawie 16% większa niż w roku poprzedzającym, a ilość zgonów na terenie wspólnoty – największa od 10 lat. Aby więc zagwarantować wyższy poziom ochrony konsumenta, zaledwie kilka dni temu, 20 listopada, wprowadzono rozporządzenie komisji (UE) 2024/2895 zmieniające kryteria w zakresie Listeria monocytogenes w żywności gotowej do spożycia (RTE).
Na czym polega zmiana? Aktualnie rozporządzenie rozgranicza produkty gotowe do spożycia RTE (inne niż żywność przeznaczona dla niemowląt oraz specjalnego przeznaczenia medycznego) na dwie grupy:
- produkty, w których nie jest możliwy wzrost Listeria monocytogenes,
- oraz produkty, w których monocytogenes wykazuje wzrost.
Dla produktów wspierających, możliwe do stosowania są dwa kryteria – limit „nie wykryto w 25g” lub „100 jtk/g”. Zmiana dotyczy etapu stosowania kryterium dla pierwszego kryterium – do tej pory limit „nie wykryto w 25g” było stosowane przed wyjściem żywności spod bezpośredniej kontroli producenta, po zmianie – obowiązywać będzie w ciągu całego okresu przydatności do spożycia.
W praktyce oznacza to, że stosując to kryterium należy zagwarantować, że produkt nie będzie zawierał Listeria monocytogenes nie tylko w momencie opuszczenia zakładu, ale przez cały okres TPS w trakcie jego dystrybucji, kiedy nie jest już pod bezpośrednią kontrolą producenta. Zmiana jest więc zaostrzeniem kryterium i rozszerzeniem odpowiedzialności, a już sam projekt zmian opublikowany wiele miesięcy temu wywołał wiele emocji.
Kryteria dla Listeria monocytogenes – tabela
Na podstawie Rozporządzenia Komisji (UE) 2024/2895 z dnia 20 listopada 2024 r. zmieniające rozporządzenie (WE) nr 2073/2005 w odniesieniu do Listeria monocytogenes oraz Rozporządzenia Komisji (WE) nr 2073/2005 z dnia 15 listopada 2005 r. w sprawie kryteriów mikrobiologicznych dotyczących środków spożywczych
| Rodzaj żywności | Plan pobrania próbek | Limity | Etap stosowania kryterium | ||
| n | c | m | M | ||
| 1.1 Żywność gotowa do spożycia przeznaczona dla niemowląt oraz gotowa do spożycia żywność specjalnego medycznego przeznaczenia | 10 | 0 | Nie wykryto w 25g | Produkty wprowadzane do obrotu w ciągu okresu przydatności do spożycia | |
| 1.2 Żywność gotowa do spożycia, w której możliwy jest wzrost L. monocytogenes, niebędąca żywnością przeznaczoną dla niemowląt ani żywnością specjalnego przeznaczenia |
5 | 0 | 100 jtk/g (*) | Produkty wprowadzane do obrotu w ciągu okresu przydatności do spożycia | |
| 5 | 0 | Nie wykryto w 25g (***) | Obecnie: Przed wyjściem żywności spod bezpośredniej kontroli przedsiębiorstwa sektora spożywczego, które jest jego producentem
Od 01.07.2026: Produkty wprowadzane do obrotu w ciągu okresu przydatności do spożycia |
||
| 1.3 Gotowa do spożycia żywność, w której niemożliwy jest wzrost L. monocytogenes (**), niebędąca żywnością przeznaczoną dla niemowląt ani żywnością specjalnego medycznego przeznaczenia |
5 | 0 | 100 jtk/g | Produkty wprowadzane do obrotu w ciągu okresu przydatności do spożycia | |
(*) Niniejsze kryterium stosuje się, o ile przedsiębiorstwo sektora spożywczego będące producentem było w stanie wykazać w sposób zadowalający dla właściwego organu, że poziom L. monocytogenes nie przekroczy limitu 100 jtk/g w całym okresie przydatności do spożycia żywności. Dane przedsiębiorstwo może w ciągu procesu określić limity przejściowe, które powinny być wystarczająco niskie, aby zagwarantować, że limit 100 jtk/g nie będzie przekroczony na koniec okresu przydatności do spożycia żywności.
(**) Produkty o pH ≤ 4,4 lub aw ≤ 0,92, produkty o pH ≤ 5,0 i aw ≤ 0,94, produkty o okresie przydatności do spożycia krótszym niż 5 dni będą automatycznie uznawane za należące do tej kategorii. Inne kategorie produktów mogą również należeć do tej kategorii pod warunkiem naukowego uzasadnienia.
(***) Niniejsze kryterium stosuje się, jeżeli przedsiębiorstwo sektora spożywczego będące producentem nie było w stanie wykazać w sposób zadowalający dla właściwego organu, że poziom L. monocytogenes nie przekroczy limitu 100 jtk/g w całym okresie przydatności do spożycia żywności;
Nie wykryto czy do 100 jtk/g?
W przypadku żywności RTE wspierającej wzrost Listeria monocytogenes, możliwe jest jednak stosowanie również drugiego dopuszczalnego limitu – do 100 jtk/g. Choć dawka infekcyjna dla każdej osoby może się różnić – wynika to z indywidualnej podatności, wieku, stanu zdrowia itp. – w przypadkach ogólnych przyjęto, że limit 100 jtk/g nie stanowi zagrożenia dla życia ludzkiego. Wyłączone są z tej grupy oczywiście osoby szczególnie podatne takie jak osoby immunosupresyjne czy niemowlęta, stąd kryterium to nie może być stosowane dla żywności specjalnego przeznaczenia medycznego czy żywności przeznaczonej dla niemowląt.
Aby jednak móc stosować to zdecydowanie mniej rygorystyczne kryterium – wszak łatwiej jest utrzymać ilość poniżej 100 jtk/g niż zupełny brak mikroorganizmu w produkcie – należy wykazać, w sposób zadowalający dla właściwego organu, że limit ten nie będzie przekroczony nie tylko w momencie badania, ale przez cały okres przydatności, a więc również w ostatnim dniu jego przechowywania.
Jeśli produkt nie wspiera wzrostu, a więc Listeria monocytogenes – z różnych względów – nie namnaża się w danym produkcie, sytuacja jest nieco prostsza. Może tak się stać np. gdy produkt wykazuje właściwości fizykochemiczne dalekie od uznanego optimum wzrostu (np. pH <4,4 czy aktywność wody < 0,92 [1]) lub gdy np. suma składowych wielu różnych elementów, takich jak użyte surowce, konserwanty, proces technologiczny, warunki przechowywania, w ostateczności stanowią środowisko niesprzyjające do wzrostu dla Listeria monocytogenes. Ponownie jednak, konieczne jest wykazanie, w sposób zadawalający dla właściwego organu, że produkt wzrostu L. monocytogenes nie wspiera.
W jaki sposób ocenić możliwość i szybkość wzrostu?
Modele predyktywne i challenge testy
Pojawia się więc pytanie – czy mój konkretny produkt wspiera czy nie wspiera wzrostu? Jak długi może być TPS by przy danym poziomie początkowym liczba nie przekroczyła 100jtk/g lub z innej strony, jaki może być poziom początkowy aby nie przekroczyć limitu 100jtk/g przy zadanym TPS?
Dostępne są różne narzędzia które umożliwiają nam odpowiedź –i jak to zwykle z większą ilością opcji do wyboru bywa, jedne narzędzia będą bardziej precyzyjnie odpowiadać na te pytania, drugie mniej. Jednym z takich narzędzi jest np. modelowanie predyktywne, czyli analizy przeprowadzane in silico na podstawie zbioru danych, bez przeprowadzania fizycznych badań na próbce w laboratorium. Na bazie dostępnych modeli wzrostu, przy określonych parametrach początkowych, można ocenić, czy dany mikroorganizm będzie wykazywał wzrost oraz jak szybko będzie on zachodził. Choć jest to dobre narzędzie aby ocenić potencjalny wpływ np. zmiany pH, temperatury czy aktywności wody w produkcie i oszacować ryzyko, należy pamiętać, że mówimy tutaj o żywych organizmach, a świat żywy cechuje się dużą zmiennością i niekoniecznie przewidywalnością. Szczep wzorcowy Listeria monocytogenes z uznanej kolekcji kultur, będzie wykazywał mniejszą oporność na niekorzystne warunki, niż np. szczep środowiskowy znaleziony na terenie zakładu, mimo, że należy do tego samego gatunku. Szczepy mikroorganizmów (a Listeria w szczególności), mają bardzo duże zdolności adaptacyjne. Zakład produkcyjny, gdzie jest ciągłą styczność z niską temperaturą, środkami myjącymi, subletalnym pH a jako źródło składników odżywczych konkretne surowce o określonym składzie – to są warunki skrajnie różne od stałej temperatury cieplarki w laboratorium czy źródeł konkretnych cukrów prostych z podłóż mikrobiologicznych. Szczepy w uznanych kolekcjach kultur to często izolaty kliniczne (a więc mikroorganizm, który musiał się przystosować do życia w organizmie ludzkim w określonych warunkach) lub pochodzących z konkretnego, jednego typu żywności, niekoniecznie tego samego typu co nasz badany produkt.
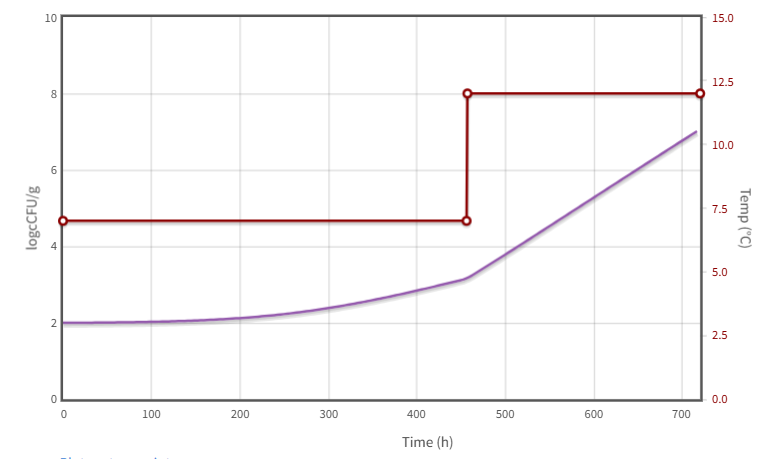
Rys. 1 Przykładowy model predyktywny – produkt TPS 30 dni, pH 6,0, aw 0,934, źródło: Combase
W związku z powyższym, często modele wzrostu wyznaczone dla jednego szczepu Listeria monocytogenes (np. wzorcowego) niekoniecznie będą takie same, gdy zastosujemy L. monocytogenes ale ze środowiska danego zakładu. Ponadto, nie jest w pełni możliwe zasymulowanie zachowania się szczepu w produkcie ze względu na mnogość różnych oddziaływań. Pomijając czynniki oczywiste z punktu widzenia technologicznego, takie jak parametry surowców, dodatek mleczanów czy analogów itp., bardzo duży wpływ ma również mikroflora surowców i produktu końcowego, czyli różne mikroorganizmy już obecne w próbce. Część gatunków będą wspierać wzrost Listeria monocytogenes poprzez np. rozkład cukrów złożonych, peptydów, produkcję śluzów ułatwiając adhezję, a część będzie działać hamująco np. produkując bakteriocyny. Sama konkurencja w próbce (wysoka ogólna liczba drobnoustrojów) może sprawić, że Listeria nie będzie miała możliwości opanować daną niszę (co jest też podstawą stosowania bioprotekcji). Jednocześnie, gdy dojdzie do kontaminacji tego samego produktu niemalże jałowego (bez konkurencji) Listeria w przeciągu okresu TPS namnożyć się nawet do 107 jtk/g. A to tylko część aspektów warunkujących wzrost.
Złożoność oddziaływań związanych z żywymi mikroorganizmami nie jest w pełni możliwa do zasymulowania i choć nie jest to zupełnie wykluczone, to wykazanie na podstawie samych danych literaturowych i modeli predyktywnych, w sposób zadowalających dla właściwego organu, że w naszym produkcie z całą pewnością Listeria monocytogenes nie osiągnie 100 jtk/g do końca okresu przechowywania jest… trudne. i tutaj z pomocą przychodzi drugie narzędzie – testy obciążeniowe (tzw. challenge testy). Badania przeprowadzane są fizycznie, na danej próbce wyprodukowanej przez zakład, które następnie są sztucznie kontaminowane Listeria w Laboratorium i badane w kilku czasookresach aż do końca okresu przechowywania. Na tej podstawie wyznaczany jest potencjał wzrostu który pozwoli określić, czy i jak szybko następuje wzrost. Mamy tu więc odwzorowanie sytuacji rzeczywistej – produktu danego producenta, z danych surowców, wyprodukowanych w danym procesie technologicznym, z charakterystyczną dla nich mikroflorą. W celu wyeliminowania potencjalnej zmienności między partiami, badanie należy przeprowadzić na kilku partiach produktu.
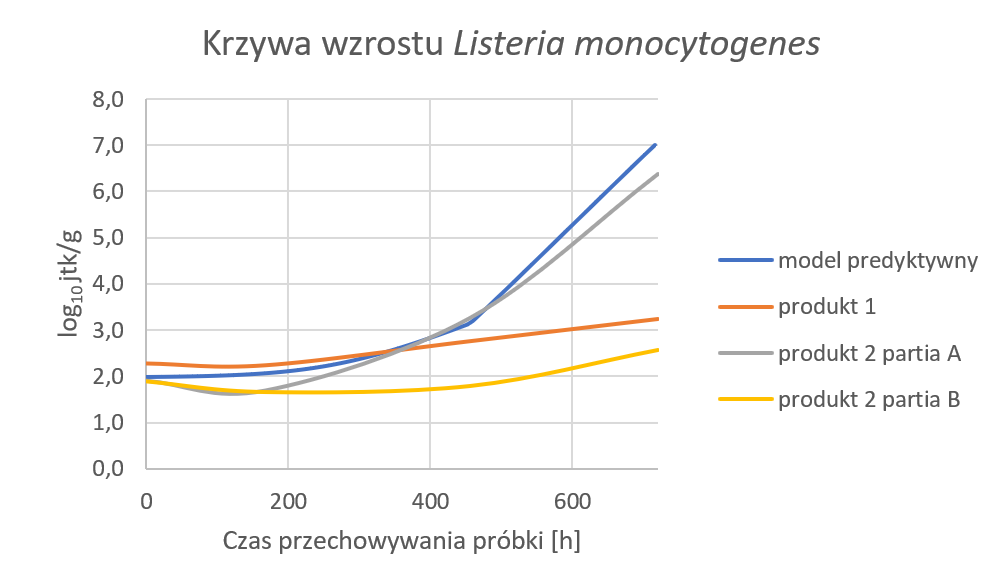
Rys. 2 Porównanie krzywych wzrostu L. monocytogenes dla próbek rzeczywistych (produkt 1, produkt 2 partie A i B) z modelem predyktywnym.
Produkt 1 wzrost odmienny od modelu, produkt 2 jedna partia wzrost zgodny z modelem, druga partia produktu – brak zgodności z modelem
Źródło: wyniki własne oraz Combase.
Dodatkowo, kontaminacja produktu odbywa się nie jednym, a kilkoma szczepami Listeria monocytogenes. w J.S. Hamilton, gdzie badania obciążeniowe wykonujemy już od około 10 lat, do kontaminacji oprócz szczepu wzorcowego stosowane są szczepy wyizolowane z zakładu klienta, a jeśli nie ma takiej możliwości, to szczep z analogicznego zakładu, produkującego ten sam typ produktu (ze względu na wieloletnie doświadczenie dostępna jest bardzo duża kolekcja szczepów). Są to więc szczepy przystosowane do określonych warunków w matrycy, stanowiące największe zagrożenie dla produktu i odwzorowując proces potencjalnej kontaminacji tak, jak miałoby to miejsce w zakładzie produkcyjnym.
Ważnym etapem badania (a często niedocenianym) jest odpowiednie zasymulowanie warunków badania, odzwierciedlające rzeczywisty proces dystrybucji. W gronie ekspertów i technologów należy przeanalizować m.in. profil temperaturowy – czyli temperatury przechowywania w magazynie, w transporcie, dystrybucji, i finalnie, u konsumenta końcowego. Przykładowo, przewodnik [2] podaje profil temperaturowy do sytuacji ogólnych, gdzie na etapie magazynowania stosuje się 7oC, a u konsumenta 10oC (lodówka w gospodarstwie domowym). Należy jednak pamiętać, że jest to przypadek ogólny a niektóre kraje jako temperaturę urządzeń w gospodarstwie domowym przyjmują np. 12oC. Dodatkowo trzeba wziąć pod uwagę, jakie zmiany w wyniku przechowywania w danej temperaturze mogą zajść w produkcie – zarówno pod kątem sensorycznym, fizykochemicznym, oraz czy np. naturalna mikroflora nie spowoduje zepsucia produktu (śluzowacenie, bombaż itp.). Źle zaprojektowane badanie, choć teoretycznie wykonane zgodnie z metodyką, może być zakwestionowane przez dany urząd, uniemożliwiając np. wprowadzenie produktu na rynek danego kraju czy stworzyć problemy w czasie audytu czy inspekcji.
Jak się przygotować do Rozporządzenia Komisji (UE) 2024/2895?
Rozporządzenie Komisji (UE) 2024/2895 stosuje się od 1 lipca 2026 roku, a więc od dnia publikacji artykułu, na przygotowanie się do zmian jest około 1,5 roku. Choć wydawać by się mogło, że czasu jest dużo, należy pamiętać, że w przypadku zdecydowania się na badania obciążeniowe czas badania podyktowany jest okresem przydatności do spożycia i nie ma w tym przypadku możliwości przyspieszenia tego procesu. Jeśli więc produkt ma okres przydatności do spożycia liczony w dłuższych okresach czasu, np. 2 lub 3 miesiące, a nawet dłużej, to czas badania będzie nie krótszy niż TPS. Jeśli producent zdecyduje się na kontaminację produktów szczepem środowiskowym występującym w jego zakładzie (najlepsze odwzorowanie potencjalnej, realnej kontaminacji) a zakład nie posiada izolatu, należy dodatkowo uwzględnić czas na izolację (około 7 dni) oraz przygotowanie szczepu do pracy (około 10 dni). Dodatkowo, jeśli zaimplementowane mają być dodatkowe zmiany w procesie, a nawet inny rodzaj opakowania czy atmosfera ochronna, czas na wdrożenie tych zmian również należy uwzględnić, ponieważ wyniki dla produktu końcowego mogą ulec zmianie.
Przed przystąpieniem do badań, należy również odpowiednio się przygotować pod kątem merytorycznym – na wiele pytań z zakresu mikrobiologii pomogą odpowiedzieć eksperci w Laboratorium wykonującym badanie, ale są kwestie takie jak np. znajomość produktu, profil termiczny, plany wejścia na dany rynek które producent powinien wziąć pod uwagę jeszcze przed rozpoczęciem, aby móc dobrze zaprojektować samo badanie. Czy więc 1,5 roku to dużo czasu na zmiany biorąc pod uwagę wszystkie powyższe aspekty? Dużo niekoniecznie, ale na pewno wystarczająco aby każdy mógł się odpowiednio do nich przygotować jeśli rozpocznie już dziś.
Firma J.S. Hamilton w dedykowamym, stałym gronie eksperckim wykonuje badania obciążeniowe od około 10 lat. Posiadamy bogate doświadczenie zarówno w zakresie wykonywania challenge testów dla różnych produktów i mikroorganizmów (oprócz Listeria monocytogenes badania są wykonywane również dla innych patogenów, jak np. Clostridium botulinum) analizując również złożone zależności występujące w danym produkcie, jak też samej pracy z Listeria monocytogenes pochodzącymi z zakładów produkcyjnych, określając jej charakterystykę wzrostu, walidacje termiczne i inne. Wiele lat pracy przekłada się również na bogatą kolekcję szczepów z szerokiej gamy zakładów i produktów.
[1] Źródło – Rozporządzenia Komisji (WE) nr 2073/2005 z dnia 15 listopada 2005 r. w sprawie kryteriów mikrobiologicznych dotyczących środków spożywczych
[2] EURL Lm technical guidance document on challenge tests and durability studies for assessing shelf-life of ready-to-eat foods related to Listeria monocytogenes, version 4 of 1 July 2021